高圧水中燃焼を用いた廃水処理
Treatment of Industrial Wastewater by High Temperature and High Pressure Water Oxidation 鈴木 章悟
*篠原 悟史
*武藤 敏之
*鳥井 昭吾
*青木 公生
*Shogo SUZUKI Satoshi SHINOHARA Toshiyuki MUTOH Shogo TORII Kimio AOKI
宇津木 綾
*座間 優
*早川 謙一
*Aya UTSUKI Yuu ZAMA Kenichi HAYAKAWA
要 旨 _________________________________________________
我々は有機系工業廃水の無害化処理を目的とした高圧水中燃焼プロセスを開発した.また,
パイロットプラントを建設し,反応器内の温度分布を測定することで高圧水中燃焼の挙動を 可視化した.このプロセスは触媒を用いることで,従来法である超臨界水酸化を用いた廃水 処理プロセスと比較して燃焼条件を緩和することができた.さらに,二流体ノズルを用いて 廃水を微粒化することで,大型反応器内の燃焼温度の均一化に成功した.
ABSTRACT _________________________________________________
A high temperature and high pressure water oxidation process for treatment of industrial wastewater has been developed. The process can decompose industrial wastewater at 400 - 500 ºC and 9 - 10 MPa in 30 - 60 s with a catalyst. The combustion behavior in a pilot plant reactor is observed with thermocouples at 15 measurement points. The temperature distribution in the pilot plant reactor become constant with a two-fluid nozzle.
* リコー未来技術研究所 先端技術研究センター
Adbanced Technology Research & Development Center, Ricoh Institute of Future Technology
1. 背景と目的
近年,環境問題への関心の高まりから環境に優し い製造プロセスの開発が求められている.製造プロ セスの中で環境負荷の高いものとして,廃水処理プ ロセスがある.この廃水処理プロセスの環境負荷を 大幅に低減することが可能な技術として,超臨界水 酸化を用いた廃水処理技術が知られている1,2).従来 の超臨界水酸化を用いた廃水処理プロセスの多くは,
650℃,25 MPa程度の条件下で廃水中の有機物を完 全燃焼するものであり,有機系廃水の無害化処理技 術としては極めて高いポテンシャルを有する.しか しながら,この超臨界水酸化プロセスは過酷な反応 条件のため,装置を高価なニッケル合金で構築する 必要があり装置コストが極めて高い3).このことか ら,ベンチスケールやパイロットスケールでの実証 試験の事例は少なく,特にスケール効果の大きい大 型反応器における燃焼挙動や燃焼安定化に関する知 見はほとんど得られていないという課題があった.
今回,我々は社内で実際に排出される有機系廃水 の無害化処理を可能とする高圧水中燃焼プロセスを 開発した.このプロセスは,触媒を用いることで従 来の超臨界水酸化プロセスよりも反応条件を大幅に 緩和できる.これにより反応器材質を高価なニッケ ル合金から安価なステンレス合金に変更可能となり,
装置の大型化に成功した.本開発の目的は,触媒を 用いた高圧水中での有機系廃水の無害化処理におけ る処理条件の最適化と,実機を見据えたパイロット プラントスケールにおける反応器内の燃焼挙動の安 定化技術を獲得することである.
2. 超臨界水とは
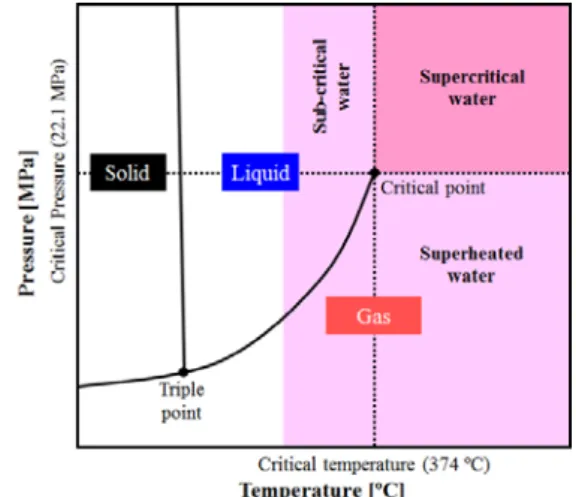
Fig. 1に水の温度・圧力線図を示す.超臨界水と
は,水の臨界点(374℃,22.1 MPa)を超えた状態 の高温高圧の水を指す.超臨界水は水と水蒸気の中 間の性質(密度,粘度,誘電率等)を持ち,その様 態は高密度の蒸気である.加えて超臨界水の特徴的
な性質として,有機物に対する分解力が極めて高い こと,任意の量の空気と混合可能なことがある.こ れは高温状態で高いエネルギーを持つ水分子が高密 度に存在することで,有機物に対して熱分解/加水 分解が容易に進行すること,水がガス様態となって いるため,他の気体との混合が水への溶解度に依存 せず,ガス混合として扱うことができるためである.
これらの特徴から廃水中の水を超臨界状態とすると ともに空気と混合することで,必要酸素量の高い高 濃度有機系廃水をも完全燃焼させることができる.
Fig. 1 Phase diagram of water.
3. 高圧水中燃焼プロセスの概要
今回取り扱う高圧水中燃焼プロセスは,超臨界水 酸化プロセスに類するものである.高圧水中燃焼プ ロセスとは,触媒存在下で有機系廃水と圧縮空気を 高温高圧(500℃, 10 MPa)の反応器に60 s程度流通 することで,廃水中の有機物をCO2にまで完全分解 させ,河川放流可能な水とするものである.本プロ セスの特長は,有機系廃水をダイオキシン等の発生 なく極めて短時間に完全無害化可能なこと,高濃度 有機系廃水を自燃可能なこと,処理中に発生する燃 焼熱を回収可能なことである.このようなことから,
本プロセスを適用した場合,難燃性有機物質を含有 した廃水を安全かつ低コストに処理することが可能 となる.
4. 実験
4-1 ラボ装置の構成
Fig. 2に,実験に用いた高圧水中燃焼ラボ装置の
概略図を示す.ラボ装置は廃水供給部,酸化剤供給 部,反応部,熱交換部,降圧・気液分離部,温度・
圧力測定部から構成されている.ラボ装置反応器は,
設計温度550℃,設計圧力15 MPaである.また,反 応器内には触媒としてMnO2を充填した.反応器と 熱交換器は,事前に耐食性が確かめられたTiを内筒 管,強度材としてSUS316を外筒管とする二重管構 造となっている.酸化剤は,内筒管と外筒管の隙間 を反応器下流から上流方向に流通させ,内筒管上部 に設けられた酸化剤導入孔から内筒管内に供給され,
廃水と混合される.したがって,廃水の燃焼反応は 内筒管内でのみ行われる構成となっている.
Fig. 2 Experimental apparatus for high temperature and high pressure water oxidation.
4-2 パイロットプラントの構成
4-2-1 パイロットプラント反応器
Fig. 3に,実験に用いたパイロットプラントの外 観を示す.また,Fig. 4に,高圧水中燃焼挙動の観 察に用いたパイロットプラント反応器の詳細を示す.
パイロットプラント反応器は,設計温度550℃,設 計圧力15 MPaである.内容積約14 L(内径140 mm,
長さ900 mm)である.反応器には廃水を微粒化す
るための二流体ノズル,温度分布を計測する3点計 測用K型熱電対(5本),冷却水導入管が設けられて おり,反応器の下流1/3は冷却部として機能する.
また,反応器内壁にPdO触媒を担持させている.昇 温は廃水と空気の予熱および廃水の燃焼熱を利用す るため,反応器にヒーターは備えていない.
Fig. 3 Photograph of pilot plant for high temperature and high pressure water oxidation (Kimura Chemical Plant Co., Ltd.).
Fig. 4 Detail of the reactor for high temperature and high pressure water oxidation.
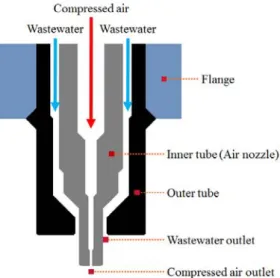
4-2-2 二流体ノズル
廃水の燃焼時間を短縮させるため,高温高圧下で 廃水を微粒化し,均一分散することが可能な二流体 ノズルを開発した.微粒化された廃水は酸素との接 触面積が増大するとともに均一分散することで,燃 焼時間の短縮と燃焼安定化が可能となる.Fig. 5に,
開発した二流体ノズルを示す.本ノズルは廃水中の 含有固形物によるノズル閉塞を回避するため,流体 の噴射は廃水導入口ではなく,圧縮エアー導入口で 行うことが特徴である.このとき廃水は空気の運動 エネルギーにより微粒化される.圧縮エアー導入口 径は1 mmである.また,廃水導入口はエアー導入 口の外周に沿って廃液を均一に導く必要があること から,ノズルは内管に圧縮エアーを,外管に廃水を 流通させる二流体ノズル構造となっている.
Fig. 5 Detail of the two-fluid nozzle for high temperature and high pressure water oxidation.
4-3 触媒
本プロセスでは,触媒を用いて反応温度,反応圧 力の低減を図った.触媒は,酸化反応を促進させる 金属酸化物の中からMnO2とPdOを採用した.MnO2 は,粒径約2 mmのものを充填型触媒としてラボ装 置の反応器下流1/3に充填し使用した.PdOは,新 規の壁面担持型触媒としてパイロットプラントの反 応器で使用した.PdO触媒には,反応器内壁にPdを
担持し,十分に酸化したものをPdOとして使用した.
パイロットプラントにおいて壁面担持触媒を選択し た理由は,廃水中に含まれる無機物析出による反応 器内の閉塞を回避するためである.一方,壁面担持 型触媒は充填型触媒と比べて接触効率が低下するこ とから,触媒活性の高いPdOを選択した.充填型触 媒はラボ装置を用いた処理条件の最適化,壁面担持 型触媒はパイロットプラントを用いた燃焼挙動の安 定化実験に用いた.
4-4 試薬と処理物
実験に用いた廃水は,社内で排出される有機系廃 水(工業廃水,固形物濃度2 wt%)と,モデル廃水 であるMeOH水溶液(MeOH濃度8~16 wt%)を用 いた.
Fig. 6に,有機系廃水の固形分の元素組成を示す.
廃水は燃焼されるC, Oを含有する一方,灰分となる Siも少量含有している.また,燃焼処理後,塩酸や 硫酸の生成源となる塩素や硫黄を含有していること から,反応器内は激しい腐食環境下となる.
モデル廃水のMeOH水溶液は,MeOH(和光純薬 社製,純度99.5 wt%)をHeで脱気した純水を用いて MeOH濃度8~16 wt%に希釈し,調製した.
酸化剤は,ラボ装置でH2O2水溶液(和光純薬社
製,純度30 wt%)を,パイロットプラントでは実
機を想定し,安価な圧縮エアーを選択した.
Fig. 6 Elemental ratio of solid content in an industrial wastewater (wt%).
49.1
6.41 26.5
1.08 1.75
2.050.35 4.9
7.86
C H O N S Cl Na Si other
4-5 実験手順
4-5-1 ラボ装置を用いた高圧水中燃焼実験
ラボ装置による燃焼実験では,有機系廃水と酸化 剤(有機系廃水の完全燃焼に必要な1.5倍等量の H2O2水溶液)を用いた.はじめに,Fig. 2のシリン ジポンプを用いて純水を流通させ,系内を10 MPa まで昇圧後,ヒーターを用いて反応器を400℃まで 昇温し,酸化剤(H2O2水溶液)を流通させた.次 に,スラリーシリンジポンプを用いて有機系廃水を 系内に導入し,反応器内で20~60 s滞留させ,高圧 水中燃焼処理を行った.処理された有機系廃水は熱 交換器を用いて所定温度まで冷却し,背圧弁で大気 圧まで降圧した後,気液分離器を用いて気体と液体 に分離した.分離された気体成分をガスクロマトグ
ラフィー (GC),液体成分を全有機炭素計(TOC計),
pH計,イオンクロマトグラフィー (IC),ICP発光分
析装置 (ICP) を用いてそれぞれ分析した.
4-5-2 パイロットプラントを用いた高圧水中燃焼実験
パイロットプラントによる燃焼実験では,MeOH 水溶液(MeOH濃度8~16 wt%)と酸化剤(MeOH の完全燃焼に必要な1.5倍等量の圧縮エアー)を用 いた.はじめに,反応圧力(9~10 MPa)まで昇圧 した水と圧縮エアーをそれぞれ予熱し,反応器内を 300℃程度まで昇温した.次に,水をMeOH水溶液 に切り替え,燃焼反応を開始した.燃焼挙動は熱電 対により測定された15点温度の温度分布,燃焼効率 はTOC計を用い,その分解率で評価した.なお,
TOC分解率は,冷却水による希釈効果を差し引いた 残存TOC濃度から計算した.
5. 結果と考察
5-1 ラボ装置による有機系廃水の高圧水中燃 焼結果
Fig. 7に,高圧水中燃焼による有機系廃水の処理
前後の写真を示す.有機系廃水は,400℃,10 MPa, 反応時間30 s,酸素比1.5,MnO2充填型触媒存在下 の処理条件で,無色透明,無臭の水に変換された.
Fig. 8に,処理済廃水の残存TOC濃度を示す.この 結果,残存TOC濃度が1 mg/L以下で安定しており,
廃 水 中 の 有 機 物 が 約99.99%分 解 さ れ る こ と が わ かった.一方,無触媒下では,有機系廃水の高圧水 中燃焼を行った場合,400℃,10 MPa,反応時間
600 s,酸素比1.5の反応条件においても分解率は約
80%にとどまった.処理済廃水のpHは2.5程度と一 定であった.pHの低下は無機酸が分解生成したた めであり,処理中に反応器内は激しい腐食環境下に おかれていることがわかる.
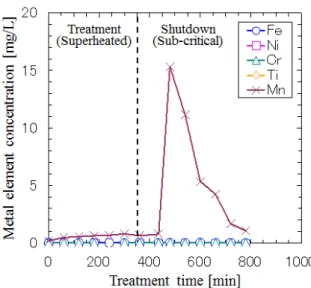
Fig. 9に,処理済廃水のIC分析結果を示す.この
結果から塩化物イオンが検出された.一方,硫酸イ オンは,有機系廃水中に硫黄が含有されているにも 関わらず検出されなかった.硫酸イオンは高圧水中 燃焼処理の停止後,反応器を冷却する過程で検出さ れる傾向があった.このことから,有機系廃水中の 硫黄は,高圧水中燃焼時に触媒成分であるMnと反 応し,金属塩のMnSO4を形成した後,反応器を冷却 することで液体となった水とともに溶出したと考え られる.
Fig. 10に,処理済廃水のICP分析結果を示す.こ
の結果,装置由来の金属種 (Ti, Fe, Ni, Cr, Mo) は検 出されておらず,装置腐食のない連続処理が可能で あると確認された.
国内において河川放流可能な廃水の排出基準は,
有機物濃度がTOC基準で12 mg/L,pHが6.5~7.5で ある.このことから,触媒を用いた高圧水中燃焼プ ロセスで処理された廃水は,pH調整することで河 川放流可能となることが確認された.
Fig. 7 Photograph of before/after treated industrial wastewater by high temperature and high pressure water oxidation process (400 °C, 10 MPa, 30 s, oxygen ratio: 1.5, Cat.: MnO2).
Fig. 8 Variability of residual TOC concentration in effluent during high temperature and high pressure water oxidation process.
Fig. 9 Variability of ion concentration in effluent.
Fig. 10 Variability of metal element concentration in effluent.
5-2 パイロットプラントによる二流体ノズルを用 いた燃焼安定化
パイロットプラントを用いてモデル廃水の高圧水 中燃焼実験を行った.モデル廃水としてMeOH水溶
液(MeOH濃度8~16 wt%)を用いた.反応条件は
圧力9 MPa,滞留時間45~60 s,モデル廃水送液量 10 kg/h,酸素比1.5である.
Fig. 11に二流体ノズルの有無による反応器内温度
分布,Table 1に各処理条件における残存TOC濃度と
分解率を示す.分解率は,どの条件においても98%
以上の高い値を維持していた.二流体ノズルを用い ずMeOH水溶液と圧縮エアーを反応器内で混合した
場合,8 wt% MeOH水溶液燃焼時は反応器中心温度
が300℃程度まで低下し,反応器外周部温度は500℃ 以上を維持するという大きな分布を得た.これは MeOH濃度の高濃度化とともに上昇する燃焼温度を 抑制するため,MeOH水溶液の予熱温度を低下させ たことが原因である.また,反応器の外周で激しい 発熱が観察されているのは,壁面担持されている触 媒近傍で有機物の燃焼が活発に進行していることを 示している.反応器内で大きな温度分布を生じた場 合,MeOH分解率としては約98.3%と高いものの,
残存TOC濃度は500 mg/Lとなり,排出基準を超える
ため,河川放流が不可能となる.一方,二流体ノズ
ルを用いた場合,8 wt% MeOH水溶液の燃焼におい ても反応器内部温度は500℃程度の均一分布を維持 した.また,非常に高濃度な16 wt% MeOH水溶液の 燃焼においても反応器内温度分布は均一であった.
二流体ノズルを用いることで液相導入されるMeOH 水溶液が微粒化し,MeOH水溶液中の水が瞬時に蒸 発し,MeOHと酸素の接触が大幅に向上したためと 考えられる.このことから,二流体ノズルによる微 粒化が反応温度の均一化に有効であることが確認さ れた.
Fig. 12に,二流体ノズルを用いて8 wt% MeOH水 溶液を高圧水中燃焼した結果を示す.処理中の反応 機 内 平 均 温 度 は470~480℃ , 残 存TOC濃 度 は10 mg/L以下で一定を示しており,二流体ノズルを用 いることで安定した燃焼維持が可能となった.
Fig. 11 Temperature distribution in the reactor during high temperature and high pressure water oxidation (9 MPa, residence time: 30 - 60 sec, 10 kg/h MeOH aq., oxygen ratio: 1.5).
Table 1 Initial MeOH concentration and its high temperature and high pressure water oxidation treatment results with/without two-fluid nozzle.
Nozzle Two-fluid nozzle None
Ini. MeOH Conc. 8 wt% 12 wt% 16 wt% 8 wt%
Preheating Tmep. 301 ºC 296 ºC 193 ºC 304 ºC Residual TOC Conc. 28 mg/L 22 mg/L 30 mg/L 500 mg/L
Decomposition rate 99.91 % 99.95 % 99.95 % 98.33 %
Fig. 12 Variabilities of temperature in the reactor and residual TOC concentration during high temperature and high pressure water oxidation with two-fluid nozzle (9 MPa, residence time: 60 sec, MeOH aq.: 8 wt%, 10 kg/h, oxygen ratio: 1.5).
6. 結論
有機系工業廃水に対応した高圧水中燃焼プロセス を開発した.触媒を用いることで,400~500℃,9
~10 MPa,30~60 s程度で廃水無害化処理条件が最 適化された.また,二流体ノズルを用いることで,
パイロットプラント規模の大型反応器における燃焼 温度安定化技術を獲得した.
参考文献 _________________________________
1) D. Xu et al.: Supercritical water oxidation of a pesticide wastewater, Chemical Engineering Research and Design, Vol. 94, pp. 396-406 (2015).
2) L. Qian et al.: Treatment of sewage sludge in supercritical water and evaluation of the combined process of supercritical water gasification and oxidation, Bioresource Technology, Vol. 176, pp. 218-224 (2015).
3) X. Tang et al.: Corrosion behavior of nickel base alloys, stainless steel and titanium alloy in supercritical water containing chloride, phosphate and oxygen, Chemical Engineering Research and Design, Vol. 100, pp. 530-541 (2015).